15%短切碳纤维增强涤纶聚酯3D打印材料。
产品简介
FusForceTM PET-CF专为FDM 3D打印工艺开发,基材选用PET工程材料,具有低吸湿,高强度,耐蠕变,耐溶剂和高耐热性的特点。打印过程中尺寸稳定性好,无翘边,无收缩现象,无气味,无需环境保温。并且可以与FusFreeTM S-Multi易剥离支撑材料配合使用,解决复杂模型支撑面成型效果差的难题。
物性表
测试项目 Property | 测试方法 Test Method | 典型值 Typical value | ||
密度 Density | ISO 1183 | 1.30 g/cm³ | ||
饱和吸湿率 Water absorption | ISO 62: Method 1 | 0.5 % | ||
熔点 Melting Temperature | ISO 11357 | 251°C | ||
熔融指数 Melt index | 270°C, 2.16kg | 6.8 | ||
| 未退火 Unannealed | 退火后 Annealed | 退火后 饱和吸湿处理 Saturation hygroscopic treatment after annealed | |
热变形温度 Determination of temperature | ISO 75: Method A (1.80 MPa) | 76.6°C | 115.6°C | 105.4°C |
ISO 75: Method B (0.45 MPa) | 86.7°C | 175.4°C | 174.5°C | |
拉伸强度(X-Y) Tensile strength(X-Y) | ISO 527 | 72.51±1.39 MPa | 70.82±2.74 MPa | 67.97±2.64 MPa |
拉伸模量(X-Y) Young’s modulus(X-Y) | 5730.88±200.63 MPa | 6208.45±462.92 MPa | 6227.90±543.32 MPa | |
断裂伸长率(X-Y) Elongation at break (X-Y) | 2.49±0.22 % | 1.46±0.10 % | 1.47±0.10 % | |
弯曲强度(X-Y) Bending strength (X-Y) | ISO 178 | 114.47±1.89 MPa | 110.79±3.36 MPa | 108.47±3.72 MPa |
弯曲模量 (X-Y) Bending modulus (X-Y) | 5345.71±231.24 MPa | 5588.24±363.94 MPa | 5669.56±333.24 MPa | |
缺口冲击强度 (X-Y) Charpy impact strength (X-Y) | ISO 179 | 7.75±1.08 KJ/㎡ | 4.59±0.15 KJ/㎡ | 4.30±0.28 KJ/㎡ |
拉伸强度 (Z) Tensile strength (Z) | ISO 527 | 34.13±0.93 MPa | / | / |
拉伸模量(Z) Young’s modulus (Z) | 3270.44±62.77 MPa | / | / | |
断裂伸长率(Z) Elongation at break (Z) | 1.20±0.04 % | / | / | |
试样打印参数:喷嘴温度320℃,底板加热80℃,打印速度45mm/s,填充率100%,填充角度±45°
退火条件:100°C退火8小时
Specimens printed under the following conditions: Nozzle temp 320℃, Bed temp 80℃, Print speed 45mm/s, Infill 100%, Infill angle ±45°
Post-processing: 100°C Annealing 8 hours
建议打印参数
喷头温度 Nozzle Temperature | 280-320°C |
建议喷嘴大小 Recommended Nozzle Diameter | 0.4-1.0 mm |
建议底板材质 Recommended build surface treatment | PEI底板或者涂抹PVP固体胶 PEI or Coating with PVP glue |
底板温度 Build plate temperature | 60-80℃ |
Raft间距 Raft separation distance | 0.08-0.12 mm |
冷却风扇 Cooling fan speed | 关闭 OFF |
打印速度 Print speed | 30-120 mm/s |
最大挤出流量 Max Extrusion Volumetric Speed | 28mm³/s, 320°C |
回抽距离 Retraction distance | 1-3 mm |
回抽速度 Retraction speed | 1800-3600 mm/min |
建议支撑材料 Recommended support material | FusFreeTM S-Multi Quick-Remove Support |
其他建议: Additional Suggestions: 1. PET材料虽然吸湿率极低,但对水分却非常敏感。材料吸湿后打印会出现拉丝,挤出有气泡,打印表面粗糙等现象,降低打印质量。建议您打开FusForceTM PET-CF真空铝箔袋包装后立即将线材放入干燥盒内(湿度控制在15%以下)进行打印。不用的线材请放回原包装铝箔袋内密封保存。 Although the moisture absorption of PET material is very low, it is very sensitive to moisture. Printing after absorbing moisture will result in ozzing, extruding with bubbles and rough surface appearance, thus reducing print quality. It is recommended that put the filament into a dry box (humidity below 15%) immediately after opening the FusForceTM PET-CF vacuum foil bag for printing. Please put the unused filament back into the original aluminum foil bag for sealed storage.
2. 材料受潮后会出现打印拉丝增多,挤出有气泡,打印表面质量粗糙等现象。请将线材放入100-120°C烘箱内干燥4-6h,即可恢复FusForceTM PET-CF的打印质量。 After the material is damp, there will be more printing ozzing, bubbles extruded and rough printing surface. Please dry the filament in an oven at 100-120°C for 4-6h to restore the printing quality of FusForceTM PET-CF.
3. 建议选用Phaetus硬化钢及以上等级喷嘴,可以有效提高打印质量,建议加热块厚度不小于12mm。 Phaetus hardened steel and above grade nozzles shall be selected, which can effectively improve the print quality. Besides, it is recommended that the thickness of the heating block should no less than 12mm.
4. 打印完成后可以对打印件进行退火处理,可以进一步提高FusForceTM PET-CF打印件的强度,退火条件:80-100°C温度下放置4-8小时后自然冷却到室温。 After the printing, the printed part can be annealed to further improve the strength of FusForceTM PET-CF print part. Annealing conditions: place the printed part at 80-100°C for 4-8 hours and cool to room temperature naturally. | |
挤出压力与打印流量速度测试
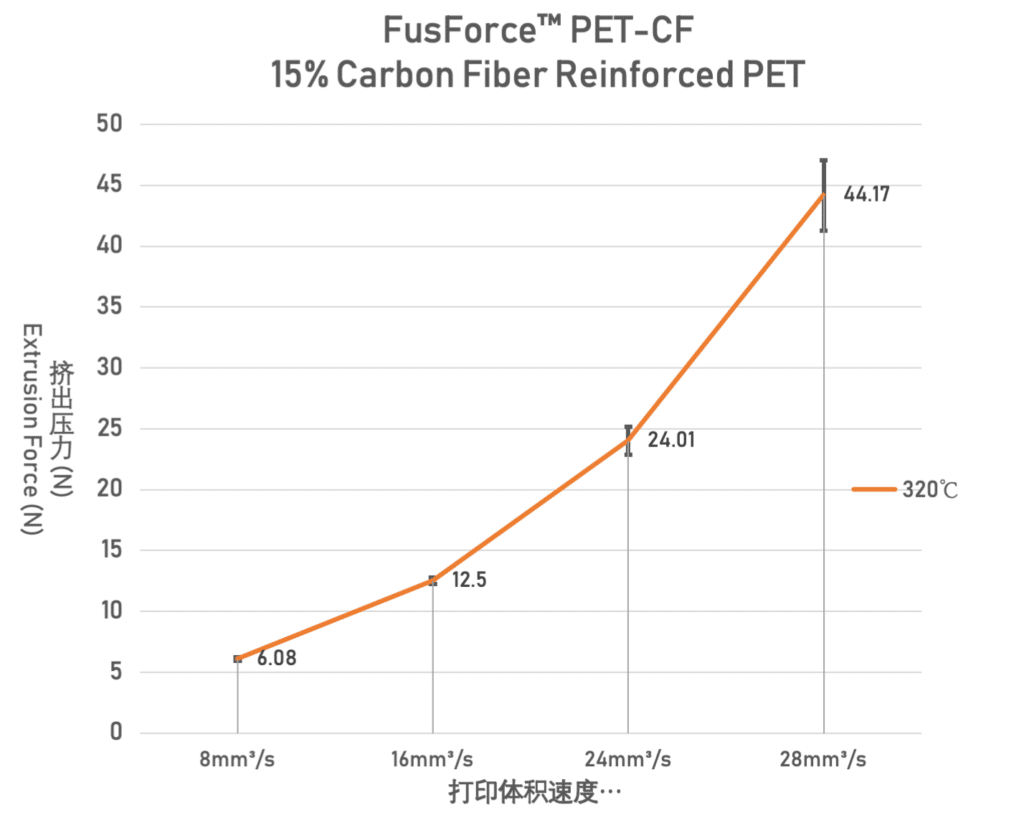
测试参数:20mm长度铜制加热块,BMG挤出机,Phaetus硬化钢喷头,喷嘴大小0.4mm,层高0.2mm。
Test parameters: 20mm length brass heat block, BMG extruder, Phaetus Hardened Steel Nozzle, Nozzle size 0.4mm, Layer Height 0.2mm.