FusFree™️ S-Multi快速易剥离支撑材料。
产品简介
FusFreeTM S-Multi快速易剥离支撑材料,通过调节与主体材料的支撑面粘接强度与S-Multi的自身粘接强度实现快速易剥离功能。S-Multi快速易剥离支撑材料在拆除支撑过程中无需使用水或溶剂,不产生水污染,安全环保。FusFree™ S-Multi可以应用于双喷头FDM打印机或二进一出FDM打印机。

物性表
测试项目 Test item | 测试方法 Test method | 典型值 Typical value |
密度 Density | ISO 1183 | 1.16 g/cm³ |
吸湿率 Water absorption | ISO 62: Method 1 | 0.4 % |
熔点 Melting Temperature | ISO 11357 | 168°C |
熔融指数 Melt index | 260℃,2.16kg | 5.1 |
建议打印参数
喷头温度 Nozzle Temperature | 260-280°C |
建议喷嘴大小 Recommended Nozzle Diameter | 0.4-1.0mm |
建议底板材质 Recommended build surface treatment | 涂抹PVP固体胶 Coating with PVP glue |
底板温度 Build plate temperature | 60-80℃ |
Raft间距 Raft separation distance | 0 mm |
建议支撑密度 Recommended Support Infill Ratio | 15%-20% |
建议致密层厚度 Recommended Dense Support Layers | 3-5 |
支撑Z方向上/下表面距离 Vertical Offset Top/Down Layers | 0 |
支撑X/Y方向距离 Horizontal offset | 0.3-0.6 mm |
支撑边框圈数 Support infill outlines | 0-1 |
冷却风扇 Cooling fan speed | 关闭 OFF |
打印速度 Print speed | 30-120 mm/s |
回抽距离 Retraction distance | 1-3 mm |
回抽速度 Retraction speed | 1800-3600 mm/min |
适配本体材料 Suitable materials | FusFun™ ABS-HF FusFun™ ToughPETG-HF FusFun™ PETG-Matte FusFun™ PETG-CF FusFlex™ TPU95A-HF FusFlex™ TPU85A-HF FusForceTM PET-GF FusForceTM PET-CF FusCoating™ NexABS-GF25 FusCoating™ NexABS-CF20 FusCoating™ NexASA-CF20 |
其他建议: Additional Suggestions: 1. FusFreeTM S-Multi非常容易吸收环境内的水分,吸湿后打印会出现拉丝,挤出有气泡,打印表面粗糙等现象,降低打印质量。建议您打开FusFreeTM S-Multi真空铝箔袋包装后立即将线材放入干燥盒内(湿度控制在15%以下)进行打印。不用的线材请放回原包装铝箔袋内密封保存。 FusFreeTM S-Multi very easy to absorb moisture within the environment, and printing after absorbing moisture will result ozzing, extruding with bubbles and rough surface appearance, thus reducing print quality. It is recommended that put the filament into a dry box (humidity below 15%) immediately after opening the FusFreeTM S-Multi vacuum foil bag for printing. Please put the unused filament back into the original aluminum foil bag for sealed storage.
2. 材料受潮后会出现打印拉丝增多,挤出有气泡,打印表面质量粗糙等现象。请将线材放入80-100℃烘箱内干燥4-6h,即可恢复FusFreeTM S-Multi的打印质量。 After the material is damp, there will be more printing ozzing, bubbles extruded and rough printing surface. Please dry the filament in an oven at 80-100℃ for 4-6h to restore the printing quality of FusFreeTM S-Multi.
3. 建议选用Phaetus硬化钢及以上等级喷嘴,可以有效提高打印质量,建议加热块厚度不小于12mm。 It is recommended to use hardened steel and above grade nozzles made by Phaetus, which can effectively improve the print quality. Besides, it is recommended that the thickness of the heating block is longer 12mm.
4. 在双喷头打印模式下,待机喷头内的材料会因为长时间加热而老化,在打印喷头切换前需要将喷头内已老化的材料挤出干净,所以必需使用切片软件内的隔离墙(Wipe wall)或擦除塔(Wipe tower)功能。 4 In dual-extruder printing mode, the material in the standby nozzle will deteriorate due to prolonged heating, and the deteriorated material needs to be squeezed out before the print nozzle is switched, so it is necessary to use the Wipe wall or Wipe tower function in the slicing software.
5. 打印完成后可以先对打印件进行退火处理,然后进行拆除FusFreeTM S-Multi步骤。在退火过程中FusFreeTM S-Multi可以起到支撑本体材料的作用,减少主体材料的尺寸变形,提高主体材料的机械性能。退火条件:按主体材料要求进行设置。 5. After the printing is completed, the printed part can be annealed and then the FusFreeTM S-Multi removal step can be performed. During the annealing process, FusFreeTM S-Multi can play the role of supporting the body material, reducing the dimensional deformation of the body material and improving the mechanical properties of the body material. Annealing conditions: set according to the requirements of the body material.
| |
挤出压力与打印速度测试
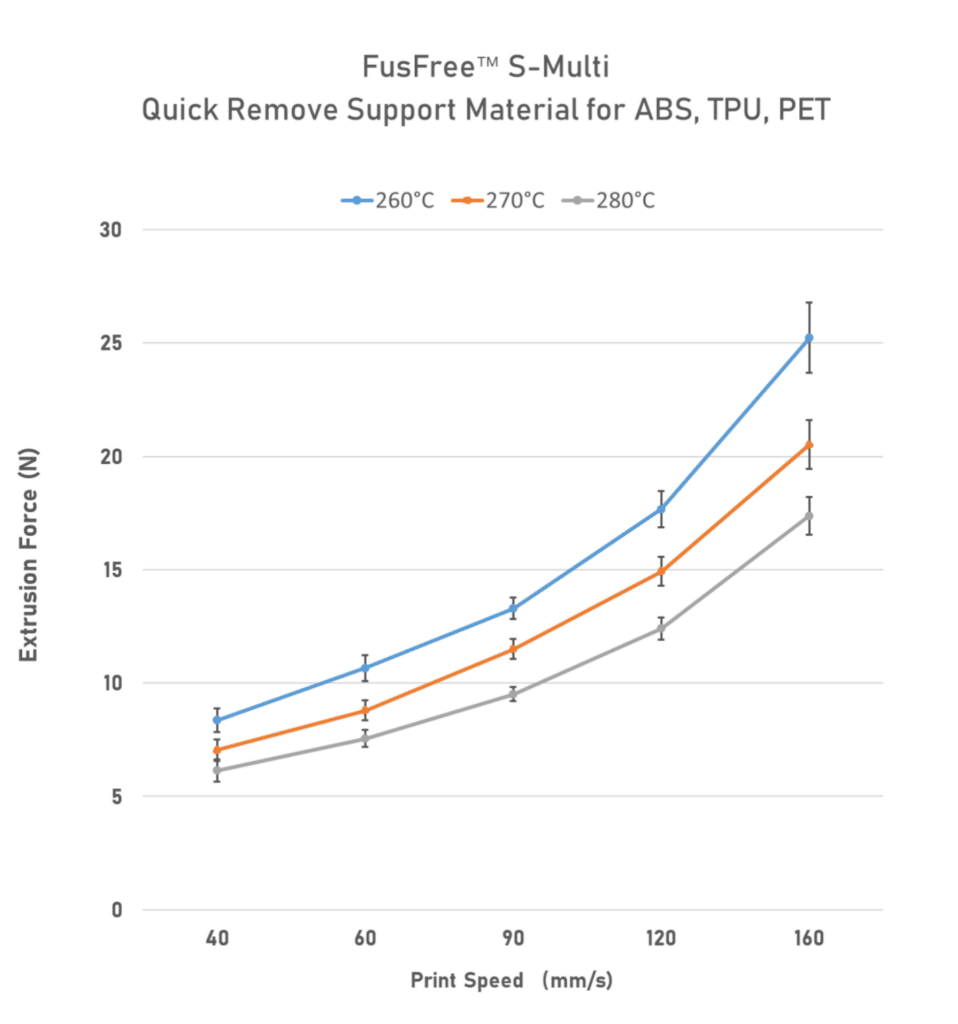
测试参数:12mm长度铜制加热块,BMG挤出机,Phaetus硬化钢喷头,喷嘴大小0.4mm,层高0.2mm。
Test parameters: 12mm length brass heat block, BMG extruder, Phaetus Hardened Steel Nozzle, Nozzle size 0.4mm, Layer Height 0.2mm.